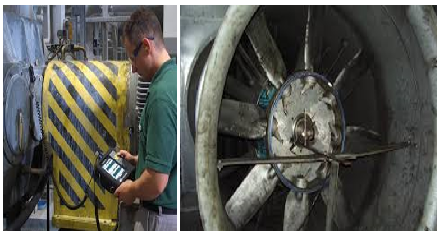
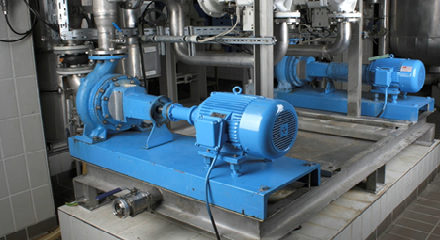
Vibration analysts are a rare breed. From vibration readings taken on rotating machinery they can detect all manner of fault conditions. They can tell if the machine is misaligned, they can tell if a pump is cavitating, and they can even tell if there is damage on the inner race of a rolling element bearing. All of these skills are gained through extensive training and years of experience in the field.
A successful vibration monitoring program can greatly reduce maintenance costs. Downtime can be reduced, secondary damage can be minimized, labor costs can be reduced, and safety can be improved. If faults are detected in the earliest stages, the maintenance can be planned to occur when it is most convenient to the plant.
Even though a good vibration analysis program can achieve considerable savings, many do not achieve their full potential. Vibration analysis programs, and all other condition monitoring programs, are only there to detect faults that exist within the machine – they do not actually improve reliability. Sure, if you consider a reduction in catastrophic failures as an improvement of reliability, then vibration analysis programs do improve reliability. But a true measure of reliability improvement should be a reduction in the faults that develop in the machines. Vibration analysts shouldn’t detect misalignment that results from poor alignment practices. Vibration analysts shouldn’t detect cavitation. And vibration analysts shouldn’t detect faults in rolling element bearings – unless the bearing has been installed for a very long time.
While there are a fault conditions that will develop over a long time due to normal ‘wear and tear’, many of the fault conditions develop because the machine was not operated correctly, installed correctly, lubricated correctly, aligned correctly, transported correctly, or because it was not ideally suited to the application. Rotating machinery, and their individual components, are all too often selected based on price and not reliability. Lifetime costs are not taken into consideration.
Therefore, to achieve the greatest reduction in maintenance and operating costs, the vibration analyst’s job should not be limited to the detection of fault conditions. The vibration analyst should be involved with reliability improvement. Let’s explore some of the ways that the vibration analyst can help improve reliability.
Initial design and purchasing policies
When a specification is put together for a new piece of equipment, achieving high reliability should be one of the key goals. The lifetime costs must be considered ahead of the upfront purchase price. Experience with similar equipment and the suppliers should be taken into consideration. Maintainability should be taken into consideration.
The vibration analyst should be consulted when rotating equipment is to be purchased. If the machine being considered has a history of reliability problems then it does not make sense to purchase that same type of machine again.
In an ideal world, machinery with easy-to-access monitoring points would be selected, but that really is hoping for too much!
Acceptance testing
There is often an assumption that components, lubricants and the machines themselves are in perfect condition when they are purchased. Sadly this is not always the case. Bearings may not be transported or stored correctly and may suffer from false-brinelling. Lubricants may not meet cleanliness standards. Rotating machinery may suffer from resonance and other conditions when operated under normal conditions. Too often rotating machinery are not designed with energy efficiency and reliability in mind; instead they are designed with purchase cost in mind.
Acceptance testing provides a way to test that machines and components are in good condition before they are installed in the plant. Acceptance testing puts pressure on the supplier to make sure they are delivering the highest quality products.
Acceptance testing guidelines can include specifications on a number of parameters, but from the vibration analysts perspective the key standard is to set vibration limits that may not be exceeded. Tests may be performed at the OEMs workshop or after being installed on-site. It is important the conditions for the test are clearly specified, including RPM, load, and mounting.
Acceptance testing should not only be performed on new equipment, it should be performed when repair and overhaul work is performed. This can include motor rewinds, rotor balancing, and pump rebuilds.
There are a number of ISO standards that provide guidelines for acceptable vibration limits when equipment is new or overhauled, and there are a number of specifications in the public domain.
Field-balancing and shaft alignment
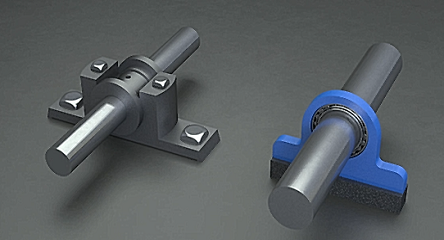
Many vibration analysts are involved with field-balancing and shaft-alignment. Balancing reduces rotating forces which can damage bearings and the machine structure. Likewise shaft alignment reduces the stress on bearings, couplings, and the shaft itself. Even if the vibration analyst does not perform the shaft alignment or balancing function, the analyst should take vibration readings before and after the work to ensure that the job is done correctly.
It is important to set targets when performing shaft alignment and field balancing. It is not enough to simply perform the job and assume that because the vibration levels have been reduced that the job is good enough.
Standards from the ISO, API, and the US Navy are readily accessible and provide an indication of balance quality. It is worth pointing out that while the G 6.3 standard is recommended in ISO 1940, G 1.0 should be the target if precision maintenance is your goal. The equivalent API standard is G 0.7.
Rotating machinery OEMs will often provide shaft alignment tolerances, and the laser alignment manufacturers will also provide guidelines so that a precision alignment can be performed every time. One standard that should not be used is the specification provided with certain flexible couplings. These very loose specifications provide an indication of what the coupling may survive but they do not provide an indication of what is best for the long-term operation of the machine.
Resonance correction
Resonance occurs when a machine generates vibration at a frequency close to a natural frequency of the rotor or structure. Resonance greatly amplifies the vibration amplitude; the high vibration amplitude reduces the life of the bearings and the machine structure. The vibration analyst can get involved in two ways.
First the vibration analyst can identify the source of vibration that is exciting the natural frequency and seek to reduce that vibration amplitude. For example if there is unbalance which is exciting the natural frequency then one solution is to simply balance the machine.
The second way that the vibration analyst can help is to perform tests that identify the natural frequencies and then propose modifications to the structure so that the natural frequencies no longer correspond to the frequencies being generated by the machine. The most common situation is where the running speed of the machine corresponds with the natural frequency, however other sources of vibration such as the pump vane rate, blade passing frequencies and other can also excite natural frequencies. It may be necessary to increase the stiffness of the structure in order to increase the natural frequency so that it is no longer excited by the vibration generated by the machine. There are a number of ways to correct resonance; however that topic is beyond the scope of this article.
Root cause analysis
Unbalance, misalignment, incorrect belt tension, poor lubrication practices, incorrect machine operation, and resonance are common root causes of failures in rotating machinery, however many others exist. Whenever the vibration analyst detects a fault in the machine, he or she should always attempt to determine the root cause. Once the root cause is identified measures should be taken so that root cause is eliminated. It is clever to be able to detect a bearing defect, but it is not very clever if the same bearing exhibits the same fault condition just months later.
The vibration analyst will need to determine the most appropriate action that he or she can take at their place of work to avoid a repeat of the fault. Craftspeople, equipment operators, and maintenance people can be sensitive to suggestions for improvements in their work. No one likes to have a finger pointed at them when there is an equipment failure. However, providing short training sessions that provide information about best practices and the benefits of improved reliability are typically accepted with enthusiasm. When people recognize that improvements to reliability are encouraged and supported by management, then a person’s pride and desire for safety and plant profitability will normally kick-in and these initiatives will be strongly supported.
Conclusion
An effective vibration monitoring program will always be required, even when the best reliability improvement programs are well-established. Bearings still wear out, rotors become out of balance, and even the best trained craftspeople make mistakes. But utilizing vibration analysis skills to improve reliability should always be the goal of every vibration analyst.
Jason Tranter is the founder and CEO of Mobius Institute. Jason is the author of the majority of the Mobius Institute training courses and e-learning products covering reliability improvement, condition monitoring, and precision maintenance topics. Over 43,000 people (as of 2021) have been formally trained in these courses, and many thousands more have been educated via the elearning courses. Plus, thousands have read articles, attended conference presentations, and watched videos and webinars on many sites, including cbmconnect.com, reliabilityconnect.com, Mobiusconnect.com and YouTube (over 1.3 million views).
By using this site you agree to our use of cookies. You are free to manage this via your browser setting at any time. To learn more about how we use the cookies please see our cookies policy.