HD Technology Saves an Extruder Gear Pump
A gear pump was used in a plastic extruder, where the gear’s head pumps the plastic mold from the barrel into the pelletizer. The extruder was already fitted with a condition monitoring system, but in early 2016 our customer decided to have an online monitoring system on the gearbox and the gear pump insulation as well.
The gearbox has two output shafts, each driving a gear wheel, mounted vertically one on top of the other. The bearing of interest is on the second intermediate shaft on the top end. The shaft runs between 40 and 100 rpm. In the vibration community, we would label this a low-rpm application.
The HDm and HDc trends show the bearing running fairly smoothly—the HDm and HDc are relatively low with a small delta—but suddenly, in the middle of May, there is a steep increase (after being overhauled in March). Why was this happening?
Contrary to traditional shock pulse, SPM HD is supported by frequency spectra and time waveforms. The HD quality shows up in the sharpness and cleanness of both, and it allows us to diagnose with great precision. We can see clearly that the increased HDm value is due to the outer race of the bearing. On the right side, we see specific fault frequencies, and these can be trended over time.
The explanation for the sidebands around the BPFO can be determined from the time waveform. It’s due to modulation. The outer race defect frequency is the one of interest.
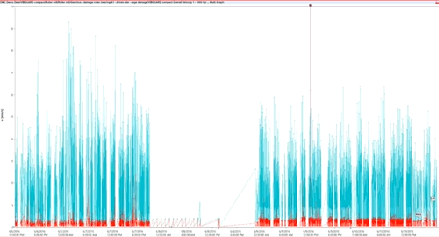
We can also view multiple spectra at once—hundreds or thousands throughout the bearing lifetime. The spectrum is flipped sideways so the frequency band is in vertical mode, in this case from 0 to 100 orders. Since this is a variable-rpm application, we normalize all measurements through orders instead of Hz or cpm.
Each amplitude is represented by a unique color coding. Dark blue represents low amplitudes and dark red represents high amplitudes. In the middle of May, we can see the first sign of the outer race defect, and the color intensifies through October as the harmonics increase.
We reported back to the customer that they had something strange developing with their brand new bearing, and we were called into a meeting with the gearbox repair company in late August. The production manager stated they were going to have a small production stop in October and wanted to know if they needed to replace the bearing. This was a tricky question.
HD envelope Filter 4 is the measurement that normally picks up Stage 1 and Stage 2 bearing damage. It shows the initial BPFO no earlier than late July. SPM HD had already detected a problem in the middle of May, giving us an extra two and a half months of pre-warning time.
We also looked at HD envelope Filter 3, a filter frequency between 500 Hz and 10K, commonly used in vibration analysis. It had not detected the fault, meaning the bearing fault has not progressed beyond Stage 1 or Stage 2. Normally, we would not replace a bearing at this stage. But after this production stop, the gearbox would need to run without interruption for five or six more years. So we advised them to replace the bearing.
There wasn’t much to see on the bearing, but bearing specialists confirmed that it would not have lasted another five or six years, so it was a good call.
Using these complementary measurement techniques gives us a better insight into where we are in terms of bearing damage, and it also gives an extended pre-warning time. If it weren’t for HD technology, we may not have been able to detect this particular problem with traditional vibration analysis.