The Wind Power Industry and Vibration Monitoring
The rotating parts of wind turbine generators need to be continuously monitored to ward off bearing and component wear. As wind turbines are frequently installed in remote locations, with high costs incurred when there are any failures, it is vital to be able to determine potential problems before they occur so action can be taken.
Before detailing the equipment that has been installed, we need to cover the technical requirements and installation issues that can be encountered in windmill applications. As a general rule, each windmill has eight accelerometers on the machine, and some applications have used an improved-response, low-frequency version of the HS-100 family, the HS-100SF, for monitoring the lower movement (low-frequency tower movement). The accelerometers, depending on the requirements, have been either all 100 mV/g, or in some examples two are higher-sensitivity units, either 250 or 500 mV/g. These are for monitoring the low-speed aspects of the generator, for example, output shafts.

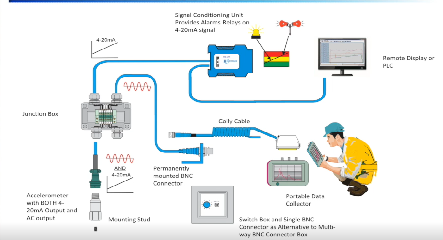
Mounting techniques vary and would be dependent on the project. In new OEM builds, most of the units have been supplied with M8 mounting. The mounting will be prepared for the spot face and then drilled M8. In the projects that have been retro-fitted, due to warranty issues, many of them have been installed using glue pads. Most of the projects have supplied a local junction box, which accommodates the accelerometer cabling at the top of the windmill and then, depending on the exact configuration, multi-core will be connected and fed back down to ground level for termination in the monitoring system or switch box.
In applications where it has been difficult to justify the expenditure of a full on-line system, some wind farms have applied a lower-cost option using fixed sensors mounted as previously described, with a local junction box and multi-core connected to a switch box on the ground. They then have either a local contract vibration analysis company to take readings or, alternatively, the wind farm owner has a vibration analysis team to take regular readings. The latter method is only as good as the last reading that was taken. When funds become available, this can be expanded into an on-line system by replacing the switch box with a monitoring station that can provide in-depth vibration analysis using FFT (Fast Fourier Transform) with remote web access. In these instances, it has purely been the straight supply of accelerometers, cabling, mounting pads etc., based around the specifications previously detailed. Many thousands of accelerometers have been supplied into this industry globally. Some of these projects have also involved bespoke design to meet specific requirements.