Introduction
As maintenance and reliability professionals, we are tasked with the responsibility of ensuring that the assets that we are responsible for are operating the way that they were designed and installed for. The hope is to move more towards predictive maintenance rather than operating reactively when a machine fails. It has been proven that when plants and facilities have a robust and proactive maintenance operation, that facility will operate safer, with less downtime, and with improved product quality.
Maintenance and reliability professionals have tools at their disposal to use to monitor the health of the assets that they are responsible for on a routine basis. Similar to the way a doctor may use a stethoscope to listen to a patient’s heartbeat, or a thermometer to measure the patient’s temperature, the maintenance and reliability professional uses condition monitoring tools that can help to assess the health of a mechanical asset.
How Does Ultrasound Work?
All operating equipment, most leakage problems, and electrical discharges produce a broad range of high-frequency sound. Ultrasonic instruments sometimes referred to as ultrasound translators, sense and receive these high-frequency sound waves. These high-frequency sounds are above the range of normal human hearing. Most sound waves sensed by humans range between 20 Hertz and 20 kilohertz with the upper threshold of normal human hearing around 16.5kHz. If an ultrasound instrument with frequency tuning capabilities is being used, the lowest frequency that it can be adjusted to is 20kHz. If an instrument is being used that is on a fixed frequency, that frequency is usually centered around 38kHz. So, the ultrasonic instrument is already listening for sounds that are above what humans are capable of hearing.
By nature, high-frequency sound waves are shortwave signals; therefore, they are very low energy and tend not to travel very far from their source. This makes it very easy for users of ultrasound technology to pinpoint the location of a compressed air leak or a particular location of a mechanical problem. There are three main sources of ultrasound for typical plant/facility maintenance applications. First is turbulence such as a compressed air/gas leak to atmosphere or air in-leakage created by a vacuum leak, or a leaking valve or steam trap leaking by across the orifice inside the trap. Second is friction created by a bearing in a lack of lubrication condition due to the lack of lubricant which helps to dampen the stress distribution between the bearings and the contact area. Along the same lines as friction, as bearings begin to wear and show fatigue, there are also increases in high-frequency sound from the increase in bearing wear and damage. Lastly is ionization created from electrical anomalies from corona, tracking, and arcing in energized electrical equipment.
Ultrasound instruments give both qualitative and quantitative information. Qualitative information is given via the headset due to the ability to be able to “hear” what the bearing sounds like. Qualitative information is given on the display by way of the decibel level once contact is made with the bearing, or once an air leak has been detected. Some ultrasound instruments also have the ability to view the FFT or Time Wave Form of what is being heard by the inspector in real time as data is being collected. The ability to analyze and view FFT and Time Wave Form data with ultrasound brings about a more diagnostic use for ultrasound. Now, bearing fault frequencies can be identified, or a lack of lubrication condition can be noted. If ultrasound is being used for electrical inspection, corona, tracking, and arcing can easily be identified through FFT or Time Wav Form analysis of recorded ultrasounds of these conditions.
Bearing Inspection with Ultrasound
Vibration analysis has long been an instrument of choice to use for bearings and other rotating equipment. More commonly, ultrasound is being used in conjunction with vibration analysis to aid in the confirmation of the condition of mechanical assets. Because of the versatility of ultrasound, if a facility does not have a robust vibration program in place, ultrasound can easily be used to detect early stage bearing failures, as well as be used for other applications. If the vibration analysis is performed by an outside service provider on a quarterly or monthly basis, ultrasound can be used in between the times when the service provider is collecting the vibration data. This will help the facility to know the condition of some of the more critical assets prior to the service provider entering the facility; therefore, the service provider’s time is made more valuable because the plant knows if there are any imminent problems with any equipment. The service provider can then prioritize based off of what the plant’s ultrasound findings are. Another scenario where ultrasound and vibration can be used simultaneously is with the monitoring of slow speed bearings.
Slow speed bearing monitoring with ultrasound is actually easier than you think. Because most higher end ultrasound instruments have a wide sensitivity range and frequency tuning, it is possible to listen to the acoustic quality of the bearings especially at slower speeds. In extreme slower speed bearing applications (usually less than 25rpm), the bearing will produce little to no ultrasonic noise. In that case, it is important to not only listen to the sound of the bearing but more importantly, make use of recording the sound of the bearing and analyzing the recorded ultrasound sound file in a spectrum analysis software looking particularly at the time waveform to see if any anomalies are present. If a sound is heard, usually a crackling or popping sound, then there is some indication of a deformity occurring. In bearing speeds above 25rpm, it is possible to set baseline decibel levels and trend the associated decibel levels over time.
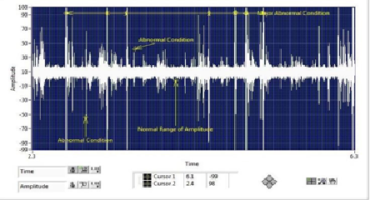
ad Bearing: 1rpm bearing on a furnace application. Note all of the anomalies that appear in the Time Wave Form from the “crackling & popping” sounds that were produced by bearing fatigue.
To get the most out of a bearing condition monitoring program, it is best to establish routes for data collection. Through this effort, baselines and bearing condition alarm levels can be set. This approach is called the Historical Method. Using this method, the inspector first establishes a route in the ultrasound software of the points where the data will be collected. Once the route has been created in the software, the route is subsequently loaded into the ultrasound instrument. When collecting the initial data in order to build the history, this data should include both the decibel level readings and the sound file recordings. It may also be necessary to collect the readings more frequently than needed in order to build the history until the baseline and alarm levels are set. Once the baseline has been established, alarm levels can be set. For most bearings, an increase of 8dB above baseline represents a lack of lubrication for that bearing. An increase of 16dB above baseline means that the bearing is in a failure mode that is beyond a lack of lubrication. For slow speed bearings, these alarm levels may need to be adjusted since slower speed bearings do not produce as much high frequency sound as bearings that are rotating at faster speeds. The alarm levels for slow speed bearings should be set according to what the initial historical data (dB) is.
Once the baselines and alarm levels have been set, it is only necessary to record the data or decibel levels. A sound file recording is only taken once the point is into either the low alarm, or high alarm. The alarm level sound file recording can then be compared to the original baseline sound file. This is important in diagnosing what the current bearing condition is. In a spectrum analysis software, you may also be able to compare the baseline sound file FFT to either the current sound file, or compare up to as many as four identical points on four identical machines.
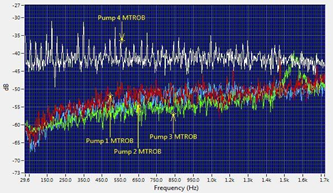
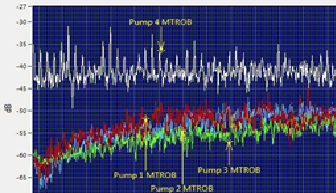
FFT screen from an ultrasound spectrum analysis software that shows a comparison between motor outboard points on 4 identical motors. The Pump 4 Motor Outboard point shows an inner race fault harmonic
Ultrasound Assisted Lubrication
Studies have shown that the majority of premature bearing failures can be attributed to lubrication. Whether it’s using the wrong grease for the wrong application, lubricant contamination, over lubrication, or even under lubrication. Either way, the failures due to improper lubrication practices. Ultrasound can be used to prevent over and under lubrication related failures. Additionally, when using ultrasound for bearing lubrication, the move is more towards condition based lubrication rather than time based lubrication.
The concept is simple. It’s based off of friction. When a bearing is in need of lubrication, there is an increase in amplitude and decibel level due to a lack of lubrication. If a technician is using ultrasound to listen to the bearing while greasing and watching the associated decibel level on the ultrasound instrument, if the bearing needs grease there will be a gradual drop in the decibel level down to a more normal or baseline level. At that point, the technician would stop lubricating. If the bearing is already sufficiently lubricated, the technician would start to see an increase in the decibel level as grease is added. If this scenario happens, the technician would stop applying grease. If grease is applied and there is no change in the decibel level, then a follow up inspection with either recording the sound file with ultrasound, or a complementary technology such as vibration analysis to determine why the decibel level did not change after lubrication.
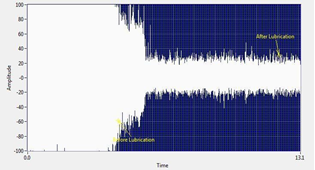
Time Wave Form view of a recorded ultrasound of a bearing properly lubricated. Note the amplitude before lubrication (left) and after lubrication (right)
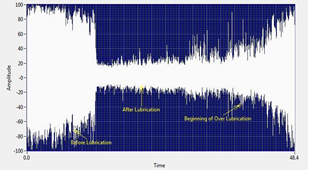
Time Wave Form view of a recorded ultrasound of a bearing that has been over lubricated. Note the gradual rise in amplitude (right) as too much grease is added
Airborne and Structure-borne ultrasound instrumentation has become a must have technology for any maintenance and reliability program. Due to their enhanced sensitivity and ability to detect slight changes in the amount of high frequency sound produced by rotating equipment, ultrasound is ideally suited to detect early stage bearing fatigue and lack of lubrication in rolling element bearings. By translating the high frequency sound into the low frequency or audible range, these instruments allow the users to hear, see, and diagnose bearing faults. Through ultrasound assisted lubrication, bearing and machine life can be extended, and failures due to over or under lubrication can be eliminated.
Conclusion
Other advantages of ultrasound are:
- High frequency sound is very directional; therefore, problems can easily be located.
- The learning curve to become proficient at using ultrasound is much shorter than other technologies.
- Ultrasound provides an early warning sign of impending mechanical failure.
- Ultrasound can be used in normal plant/manufacturing environments and background noise is not an issue.
- Advancements in ultrasound instrumentation and software allow for increased machine health and diagnostics.
- Airborne and structure-borne ultrasound can enhance efforts from complementary technologies, or be a standalone tool used for a multitude of applications.