ArcelorMittal is the world’s largest steel company, with 232,000 employees in over 60 countries. They have more than 1,400 people doing research and development on steel. SKF is a bearing supplier, but they also provide seals, lubrication, and condition monitoring.
In Ghent, ArcelorMittal has a centralized maintenance department that takes care of fluids, power, HVAC, communication, and overhead cranes. They have 314 overhead cranes, some with a hoisting power of 460 tons. They have a total of 35 km of crane rails. The maintenance department also refurbishes the electric motors and conducts preventive and predictive maintenance.
Why Is Permanent Condition Monitoring Necessary for Overhead Cranes?
Many cranes today are automated. A human driver can hear and feel when the crane starts performing differently, but automated cranes do not have this advantage. ArcelorMittal began having issues with their automated cranes and decided to place sensors on them to detect potential problems.
For example, they once had a crane with a broken bearing. When a bearing on a wheel breaks, it shifts to the steel part of the crane until the wheel becomes welded into the structure. This is a crane that was lifting 400 tons.
Sensors can be a big advantage even when a driver is operating the crane. Calculation is also important: the crane’s load, location, and how far it has traveled. This way, technicians can predict the remaining lifetime of crane components. A self-monitoring crane can do these calculations, and a sensor can validate whether they are correct. The crane can also stop itself when it senses a problem.
Test Case
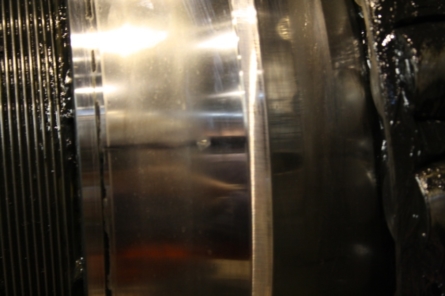
When ArcelorMittal decided to produce self-monitoring cranes, they needed to test them. The most difficult components to monitor are the wheels. The wheel below has a sensor fixed to it.
The first pilot was on a coil crane with a 45-ton capacity. There were several difficulties with the test. The speed of the wheel was quite slow, at 44 rpm. Further, the machine is variable speed and carries varying load sizes. There was a high noise level due to contact between the wheel and the rail. In fact, this crane was chosen precisely because of these difficulties.
SKF helped ArcelorMittal with the test. The variable speed was not difficult to measure, as the tachometer could be set to measure at a time when the speed stayed within a given range and did not change drastically. Variable load was more difficult to measure: not only was the load on the hook different, but the position shifted from one side of the crane to the other. As for the noise level, they measured the position of the crane when taking an FFT, as there is a relationship between the vibration level and the position of the crane.
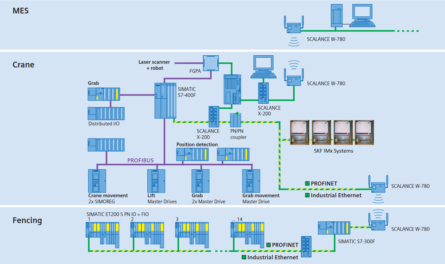
This is how Siemens implemented their automated crane system: or are the wheels. The wheel below has a sensor fixed to it.
In the test case, clear impacts were seen on the time signal, and these corresponded with minor inner ring damage.
Production Crane LK 101
After declaring the pilot test case a success, ArcelorMittal and SKF proceeded to test the most difficult and most critical crane, production crane 101. This was a 420-ton-capacity crane in a dirty environment around fire. Protecting the cables from the fire proved to be a challenge. In addition, maintenance on this crane was possible only four times per year.
Every minute this crane is stopped for maintenance costs the plant hundreds of euros, so it is essential to make sure its 16 wheels and 32 bearings are in good working order. In the short time they had for maintenance, they had to assemble the cables and apply protective tubing. The sensors can withstand the high heat, but the cables often had to be replaced.
Once everything was up and running, they started collecting data and sending it to SKF’s Cloud services. A typical report from SKF contains information about the machine, the location, the customer, the problem description, a grade, and any recommendations.
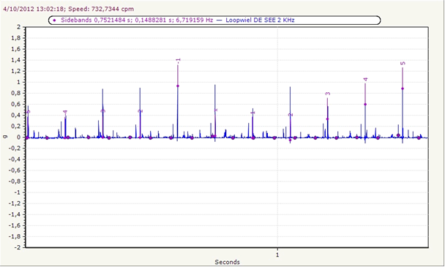
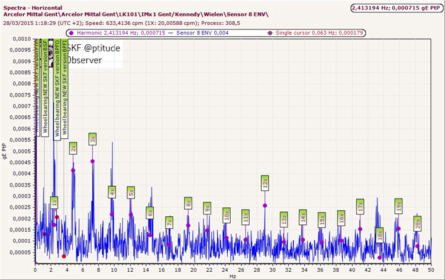
This is an example of ball pass frequency on a bearing in one of these cranes:
Flat spots also occur in crane operations, typically when the crane brakes or has an emergency stop.
An axle in one crane broke suddenly, but it went undetected. This took place when the condition monitoring program in that particular plant was not yet developed. It resulted in costly production pauses when the wheel was removed and replaced. Axle and wheel fatigue issues are common in these cranes.
The Return on Investment
Permanent vibration analysis is an investment, as cranes must be stopped for the sensors and cables to be placed. At first, ArcelorMittal was unsure whether the system was worth the money, but after one year, they affirmed that the system was perfect and had prevented costly problems.
Aside from crane 101, ArcelorMittal plans to install permanent vibration analysis on other cranes: LK 111N, LK 122, and LLK 312N. They are also installing the system on their hot and cold rolling mills.
1999-2006: Work Preparation & Condition Monitoring at EDF Luminus Power Plant
2006-2017: Service engineer, Business manager & Project Engineer at SKF Industrial Sales Benelux
Certifications: VCA** / SKF Protection & Online systems / ISO 18436 Level II some projects: 11 Protection systems for Belgian and Dutch Army / 15 On-line systems at ArcelorMittal / 5 Protection systems in Dallas City / 6 on-line systems on dredging ship
By using this site you agree to our use of cookies. You are free to manage this via your browser setting at any time. To learn more about how we use the cookies please see our cookies policy.



 Flat spots also occur in crane operations, typically when the crane brakes or has an emergency stop.
Flat spots also occur in crane operations, typically when the crane brakes or has an emergency stop.