Introduction of system:
-The Gland steam system is one of the most important systems in the work of the steam turbine, that have function to prevents steam escaping to atmosphere from the HP end of the turbine, and loss of vacuum from the LP end.
– The gland steam condenser has the purpose to condense the barrier and gland steam of the bearings of a steam turbine.
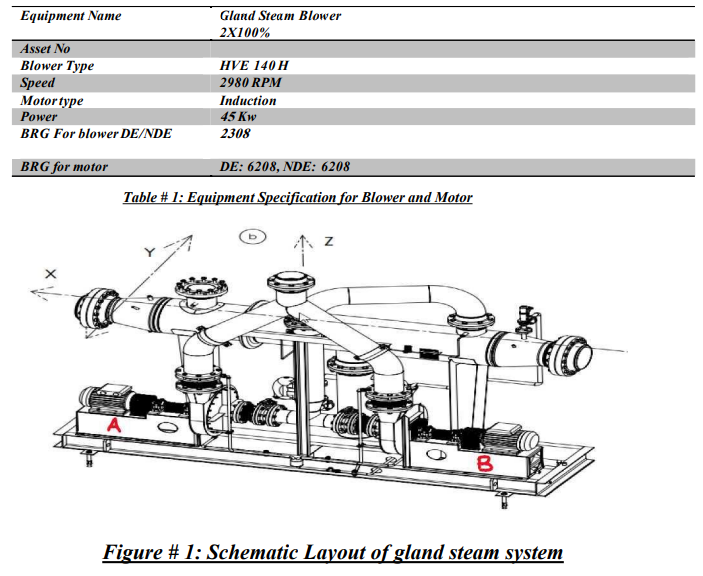
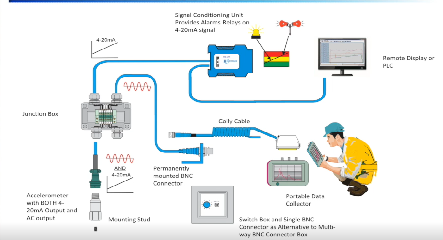
– System consists of Gland steam condenser with ventilator, Piping and 2×100 gland blowers as illustrated below picture:
-Equipment Details:
Brief Conclusion of case Study:
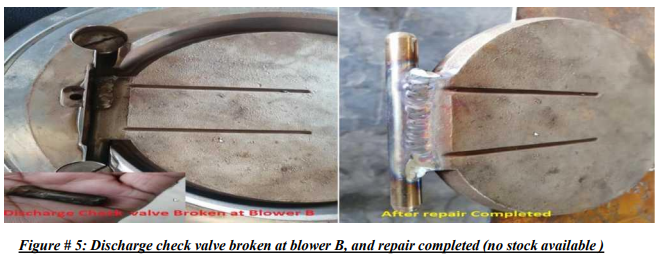
– The problem Presented here is for catastrophic failure of gland steam blowers internal parts, operated observed during routinely daily inspection there abnormal sound from blower B , after checked from maintenance we found discharge check valve at blower B is broken and high noise from bearing blower , unfortunately the detection of failure was late from operator because area are very noise (91.0 dB A), Vibration measurements taken in both blower and found very high vibration at blower B (45mm/s) and moderated at Bower A (5.5 mm/s), A comprehensive corrective maintenance of the blower B has been carried out as vibration analysis recommendation, Vibration dropped from 45mm/s to 15 mm/s at blower B , but vibration still high according Iso (14694- industrial fan vibration levels) accepted level (startup : 4.5 mm/s – alarm: 7.1 mm/s) , more investigation and analysis was done (bump & ODS test as below figures) on blower foundation and structures and we found there are less stiffness at Whole structure of gland steam blower and indicted the root cause of repeated failures at blower (blower operated at Resonance Frequency).
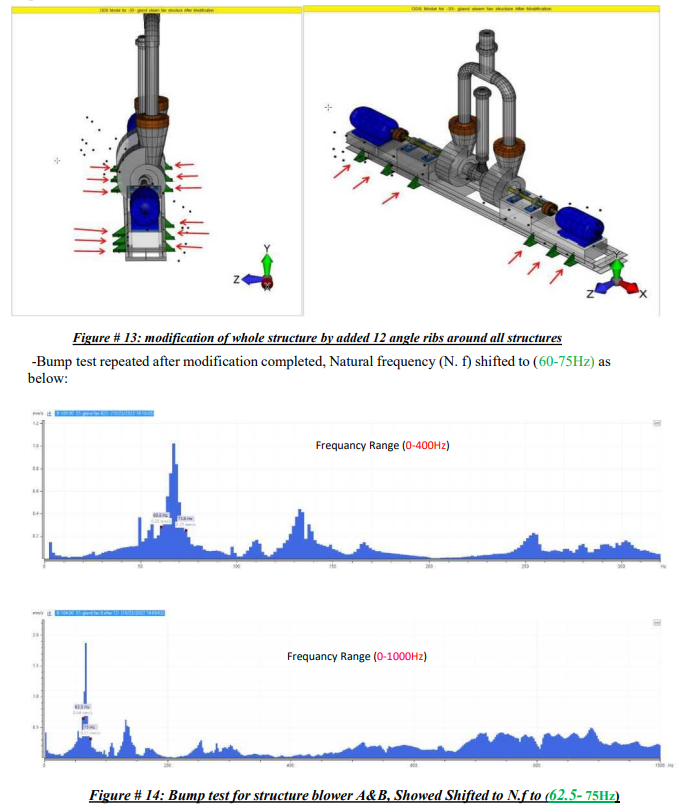
– Design modification at whole structure of gland steam foundation to increased stiffness of structure and shifted Natural frequency away from running speed by 20% as Iso standard (GM Specification No. V1.0a-1999) by added Twelve angle ribs around structure.
Overall Reading:
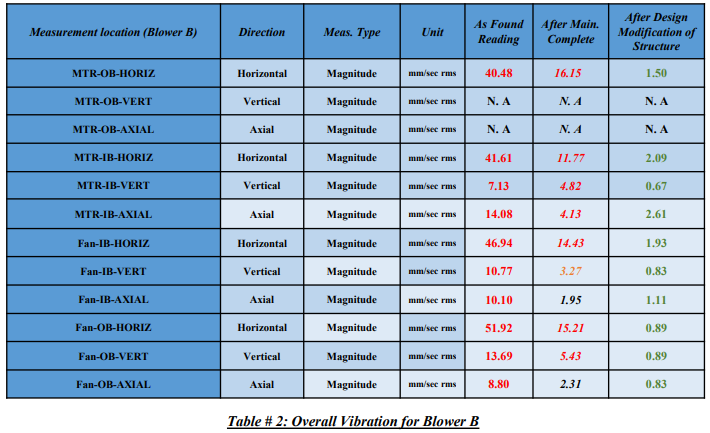
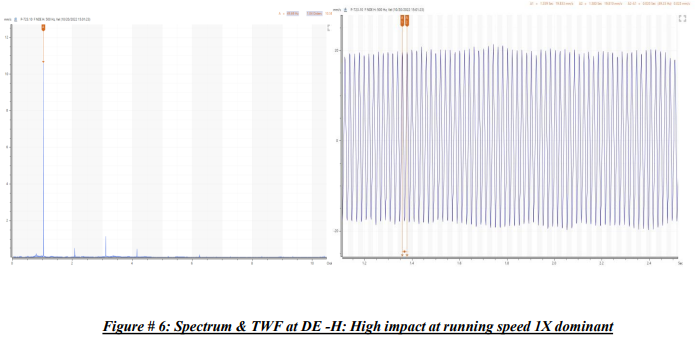
-In the 14/9/2022, we inspected blower B in highly noise environment (91.0 dB) , spectrum showed high impact at 1X and harmonics) and TWF showed high impact at running speed.
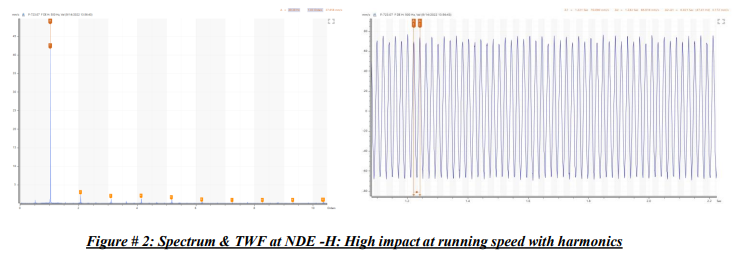
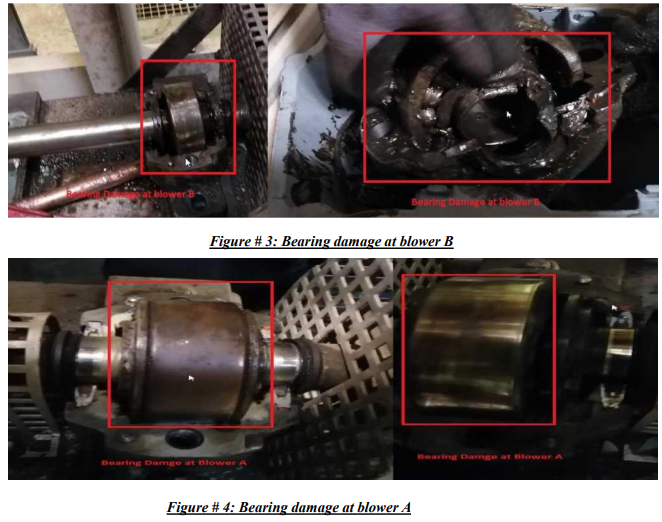
– In 20-10-2022 The maintenance team inspected the internal parts of the blower B&A, and found Bearing DE& NDE have completed damage at both Blowers A&B and discharge valve broken@ Blower B and as below pictures:
In 20-10-2022 Spectrum and TWF was collected after maintenance completed (replaced bearing and Repaired check valve and alignment laser), vibration level dropped in Horizontal direction from (46.94mm/s) to (14.43mm/s) and still high as Iso (14694- industrial fan vibration levels), vibration spectrum showed high 1X peak and sinusoidal wave in TWF as blow in HR direction.
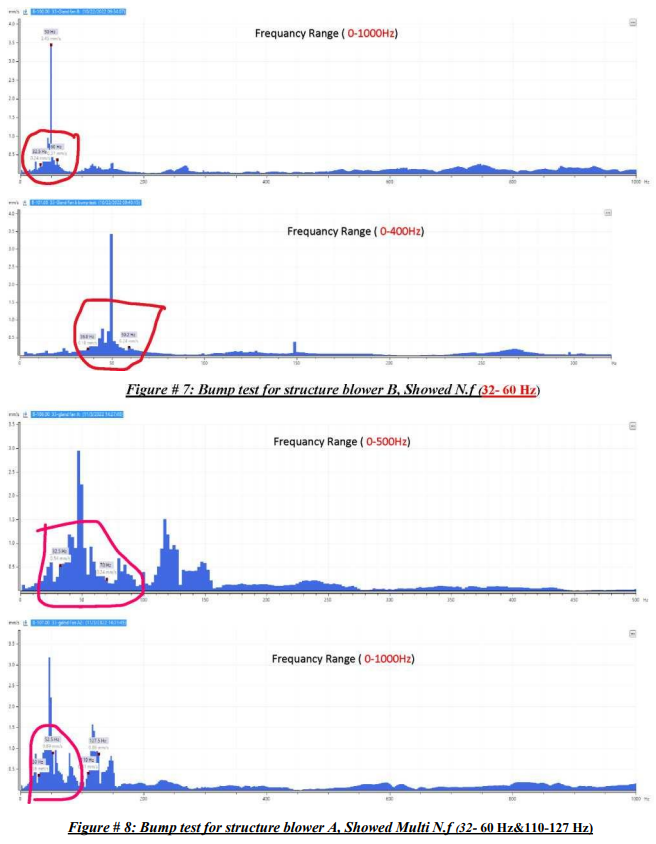
– high Vibration showed in Horizontal direction and low in vertical and Axial, bump test was done on structure of blower B and found Natural frequency around Running speed (32- 60 Hz) and this indicated machine running in resonance region and its root cause of bearing repeated failure, below showed Bump test spectrum.
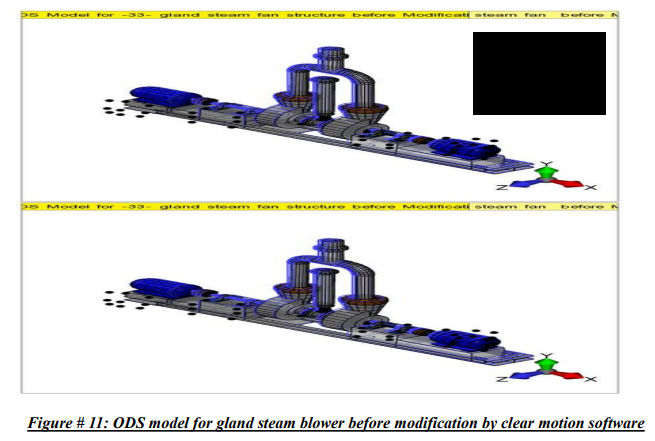
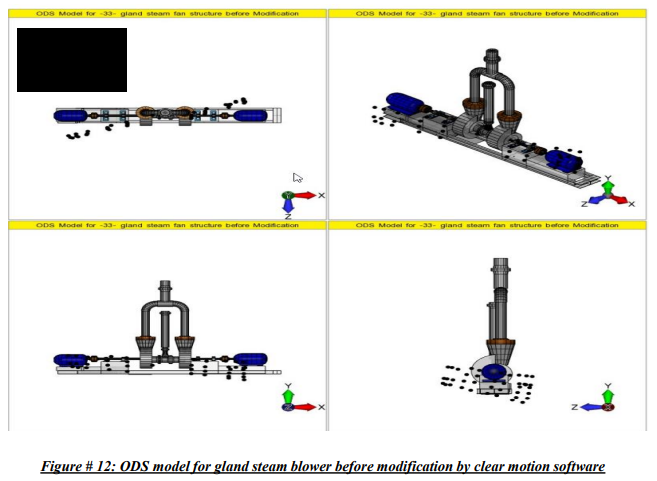
-Vibration Magnitude & phase measurements collected at whole structure to visualization of vibration pattern of structure (ODS) and confirming resonance failure at Structurer:
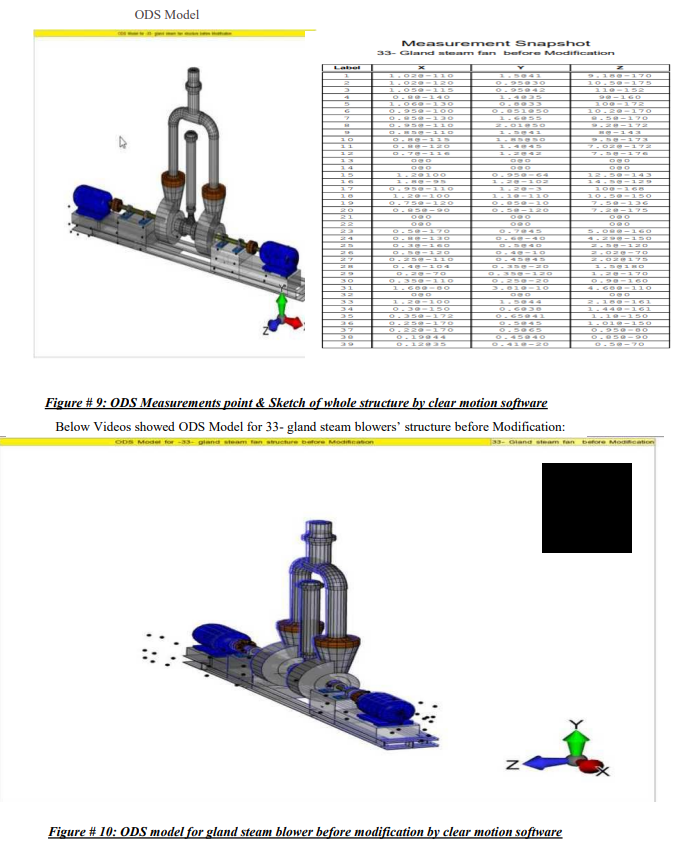
– Design modification at whole structure to increased Stiffness and shifted Natural frequency of structurer away from running frequency by 20% as ISO slandered (GM Specification No. V1.0a-1999), twelve angle ribs added around all structures as below picture:
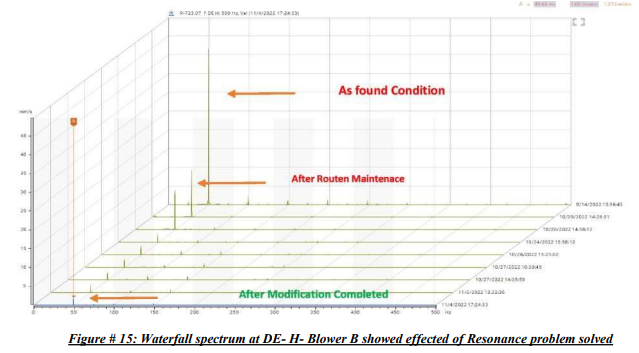
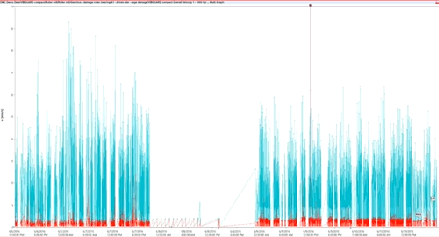
– In 4-11-2022 Spectrum and TWF was collected after modification completed (added 12 angle ribs around all structures), vibration level dropped in Horizontal direction of blower B from (14.43mm/s) to (1.93mm/s) and below Waterfall spectrum showed history of vibration dropped after Modification.
-Conclusion & lesson learned:
1- In noise environment area we can’t observed any abnormality of machine in early stage (before catastrophic failure) without assessment tools like vibration handheld or sound tester.
2- ODS test in very good tools to visualization whole motion of machine and to confirming resonance problem.
3- Treated the root cause of failure in rotating equipment increased reliability of machine and reduced stock level of spare parts in inventory.
4- Structure work at Resonance Frequency Caused repeated failures in all internal part of rotating equipment and care with its natural frequency makes the machine work in safe & reliable condition.


















Thanks for sharing, really appreciate that
Thanks my friend