HD Technology Shines in an Ultra-Low-RPM Application
The support wheel bearings in a calciner case had an ultra-low rpm: 3.4–3.9. The customer had been utilizing a traditional vibration analysis system for a number of years, but they lacked a pre-warning time and faced high risk because of this.
The calciner itself has guide wheels on both sides, and each guide wheel is supported by two plummer block bearings. Quartz sand, together with additives, is processed and heat-treated in the rotary drum at a temperature of about 1500°C. It takes about two hours for the product to move from A to B. If the customer were to have a sudden functional failure of one of these plummer block bearings, there may be a serious catastrophe. The whole drum could end up bent.
The structure is not a complicated one, but the challenge is measuring the low-rpm application. We started the test in September 2013, and this was before we’d introduced HD enveloping to the market, so we had to do this with SPM HD, which had an excellent success record.
The measurements from late September 2013 to January 2014 showed that the HDm was already elevated. The trend of the outer race defect frequency showed rising and falling amplitudes. Since we had just started taking the measurements, we had a pre-warning time of three months.
The bearing had a broken outer race, so the decision to change it was a good one. But how much risk was the customer actually taking by not swapping out the bearing earlier? Could this have led to a functional failure of the bearing? I would say yes. It is important to be able to track bearing damage over time.
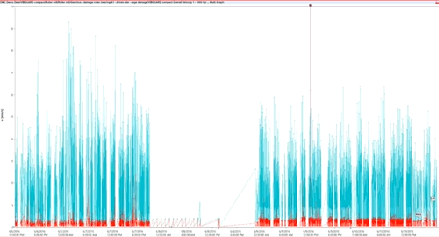
This machine had another bearing of interest. The outer race frequency spectrum, trended over a year, from April 2016 to May 2017, shows a dramatic peak in June. It continues to rise and fall throughout the year. The customer wanted to know how much time they had left.
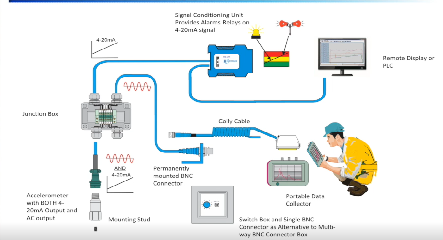
We decided to apply a DuoTech accelerometer, a combination of a traditional vibration transducer and a shock pulse transducer in a single housing. Initially, we were not sure we could use this technology on this low-rpm application, but we decided to try.
We saw a pattern of HDm rising and falling over a clean noise floor. The peaks were coming from the outer race. Adding HD enveloping Filter 4 confirmed the readings, as did Filter 3. We recommended that the client replace the bearing in the next possible window.
The bearing showed mature damage, but we had caught it in time. Keeping this bearing in the machine would have increased the risk of failure.
By using HD, we substantially increase the pre-warning time, optimize the lifetime of the bearing, minimize the operational risk, and extend bearing lifetime through monitoring lubrication and mounting quality. It’s a must-have for critical machinery.