An efficient routine condition monitoring program of your assets can identify a bearing fault in its early stages before it becomes a major concern for the operation of the plant. This will allow you to plan in the replacement and maintenance at a convenient time that causes the least disruption to the production of the plant. Catching a bearing defect early will prevent the asset to running to failure, which can cause unplanned downtime and possibly a catastrophic failure that can result in multiple faults and much higher overall costs.
All plants will already be carrying out condition monitoring whether they are aware of it or not. An operator noticing a noise, a change in sound on a component, less output going through an asset, an increase in temperature, an oil slick or leak around an asset. These are visual and audible inspections that get carried out by operators walking around the plant whether they are recorded in an operator’s walk round or if they are unconsciously observed, they are identifying that something is not right.
Vibration of an asset creates sound waves, and the hardware data collectors record this and the software program manipulates the data and transfers it into plots. Like time waveforms and spectrum plots, these are very useful to analyze what the machine is telling you. If you imagine a good car mechanic, they can tell by the sounds of a car what the problem is. A good analyst can look at a vibration plot and do the same.
Could you simply do a visual inspection route then? Which would be cheaper than a vibration monitoring route.
A vibration monitoring program of assets is in some ways similar to an operator doing inspections and listening to the machinery on the site. A visual inspection is still a great thing to do and would always be encouraged. But bearing defects vibrate at a frequency that is too high a frequency for the human ear, as it tends to be at a maximum of 20Hz and degrades as we get older. A typical spectrum plot will look up to 2000Hz for bearing defects, so is looking at a much larger range than what a human can hear. Other advantages to collecting regular data and trending are it allows you to notice a step-change in vibration or a gradual change over time. This helps an analyst with the diagnosis of the fault and the time frame in which to deal with it.
What does a bearing fault look like?
All types of faults identified in a vibration plot have certain characteristics that indicate what the issue may be. A trend plot can show there is a fault developing. You may see the vibration is changing but the overall vibration values are not. But there can be changes in the spectrum or time waveform plots which an analyst will also look at when looking for changes. A textbook bearing defect will show high-frequency noise, but faults are never textbook and require some vibration analysis experience. An example of an easily diagnosed bearing fault can be seen below.
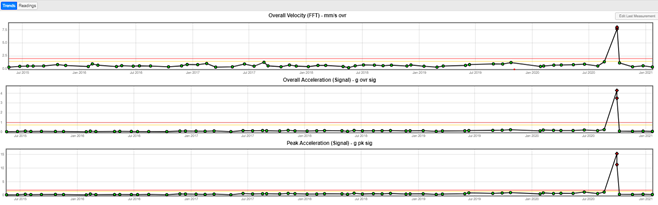
Trend showing step-change in vibration.
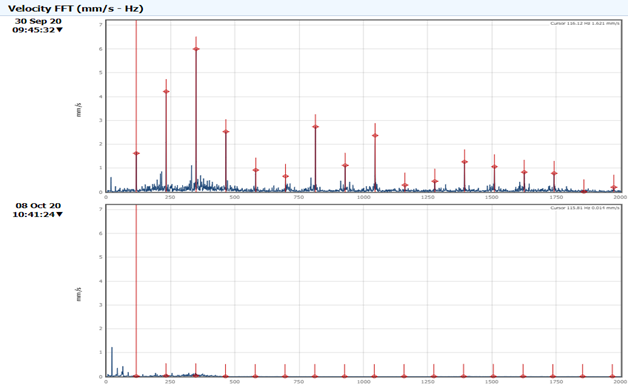
Spectrum plots before and after bearing change.
Summary
Bearing faults are fairly common on rotating machinery components but they are also, in most cases, straightforward to identify for a trained vibration analyst. Catching a bearing defect early and planning in a schedule replacement can save a company a lot of expense by avoiding catastrophic failures and unplanned downtime. Machine Sentry® currently has the fault frequency details of 26,756 types of bearings in the software which assist in the diagnosis of a bearing fault. Machine Sentry® is a great tool for identifying bearing faults in their early stages. In most cases it will allow the maintenance team and operations to arrange a suitable downtime. Any unplanned downtime avoided is a cost saved and depending on the costs associated with a plants downtime a good condition monitoring program will pay for itself and more in a very short space of time