Some people think of mechanical infrared as a catch-all for anything that’s not electrical or a building. Some typical mechanical problems include excessive conduction (refractory), mechanical fatigue (heavy equipment), excessive friction (bearings), inadequate friction (belt drives), misalignment (couplings), thermal stress (parts leaving an oven), air leakage (boilers), thermal capacity (liquid levels), physical state change (steam traps), insufficient cooling or heating (heat exchangers), and fluid flow (line blockages and improper valve position).
Even low-end cameras can take infrared photos, and they can be incorporated into the industry with proper training.
Rotating Components
As for rotating components such as bearings, couplings, belts, and gears, infrared will not replace vibration. Infrared can, however, tells that a bearing is abnormally warm (significantly above the operating temperature) and alert the vibration or ultrasound team that the bearing needs a second look.
There is a long list of reasons a bearing can overheat:
- Lack of lubricant (leakage or inadequate scheduling)
- Over lubrication
- Mixing incompatible greases or other contamination
- Wrong grease (low-temperature grease)
- Bearing misalignment
- Ball skidding
- Excessive pre-loading (tapered roller bearings)
- Excessive shaft growth from overheating
- High ambient air temperature
- Eccentric loading or imbalance
- Abuse or damage
Further, overheating can be trended, proving that the component itself is changing in some way and that it is not the effect of the environment. Also, when trending heat, analysts take into account factors like the environmental conditions, run time, cycle time, loading, and anything else that could influence the temperature. Also, if a machine has recently had a shot of grease, the temperature will be higher. The temperature will go back down as the grease settles, assuming it was the proper amount.
 While walking around the plant, a professional with an infrared component can simply look at motors, for example, that are running at similar operating temperatures and under similar loads and see if any they all appear to be in the same temperature range. If one looks significantly hotter than the others, complementary technology can be brought in to find out why.
While walking around the plant, a professional with an infrared component can simply look at motors, for example, that are running at similar operating temperatures and under similar loads and see if any they all appear to be in the same temperature range. If one looks significantly hotter than the others, complementary technology can be brought in to find out why.
Look at the machine to the left. The inboard bearing on the right is significantly hotter than the one on the left.
Do you think this indicates a problem? Now, look at the photo below. Did your answer change?

The hotter bearing is in the sun while the other is in the shade. The heat on the right bearing is likely due to the environment, not an impending failure.
The automotive industry uses slow-moving (2–3 mph) conveyor belts to carry cars. One belt had 26 small bearings that were rarely inspected. It used to be the case that if a bearing started squeaking, the plant would change every bearing on the belt because they did not know which bearing had the problem and did not want to take any chances. With thermography, the faulty bearing is easily pinpointed, saving the plant a lot of money.
As was the case with the bearings on the conveyor belt, this technology is great for monitoring machinery that is difficult to access or is moving.
There are many different designs and types of couplings. Aside from magnetic couplings, these are devices that infrared can be used on. Different problems, such as misalignment, lubrication, thrust, and coupling lose on the shaft, have different thermal patterns. The difficulty is that most couplings have covers and condition monitoring professionals cannot access them. Some couplings are only accessible from underneath, and a reflector can be used to view them. Another option is to try to find an angled view of the coupling. In any case, look at both ends to try to judge whether the heat is coming from the motor or the bearing. Again, thermography only tells us if there is an unusual thermal pattern. It cannot diagnose the fault.
Access is also an issue with belts and sheaves. They are often guarded by mesh. But the thermal pattern can give us information on a number of issues: wear at the sheave, misalignment, and improper belt tension, among others. For example, if there are alignment issues, one side of the belt may be warmer than the other.
In one particular belt set, a high-temperature reading was noted through infrared. Belts, generally speaking, should only be a little warmer than the surrounding temperature: passing through the air at high speed cools them down. The belt was changed but, when checked again by infrared, it was running even hotter than the old one. It turned out that the belt set was mismatched, even though the belt number was the same. Having a matched belt set, contrary to popular belief, is important.
With gearboxes, it’s very difficult to tell what is going on with an infrared camera. An infrared camera cannot capture what is happening internally, but it can capture the inboard and outboard. It can catch the oil level or a change in operating temperature for use in trending.
Non-Rotating Machinery
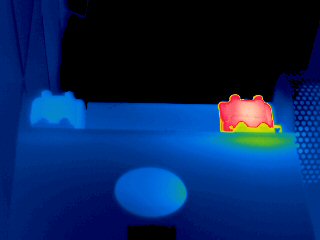
A heat exchanger is a great application for thermography. This is not a machine that anyone wants to take apart and reassemble, so thermography is a non-invasive way to indicate whether or not all is well with the machine.
Valves are also great candidates for thermography. Depending on what is inside the pipes, the thermal pattern can show leakage, change in flow, whether it is closed, and a significant temperature difference from one end to the other. Some valves are insulated, and it can be a challenge to get a reading on them. Stainless steel and aluminum-clad valves present challenges as well because those metals reflect like a mirror.
A leaking valve, like the one below, will not exhibit a thermal gradient on the downstream side.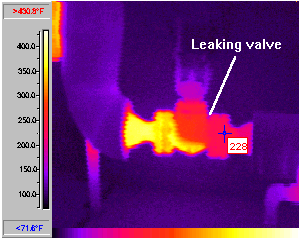
Steam leaks are difficult to see with infrared unless the steam is saturated. Infrared is, however, a great technology to inspect steam traps, especially along with ultrasound. When working properly, most steam traps are hotter on the steam side and cooler on the condensate side. If it is failed closed, both sides will be cold, and if it is failed open (or it has just actuated), both sides will be hot.
Infrared is great for measuring tank levels. Back in the ‘90s, tank indicators were often unreliable. Even though they are better today, they still cannot indicate solids in the bottom of a tank. Infrared can clearly indicate the difference between liquid, air, and solids in a tank.
If an underground pipeline is flooded with hot water, it can be seen on an infrared camera. This way, we can find leaks. The same applies with hydronic coils.
Other applications that infrared can be used on include refractory and insulation evaluation, leak identification, plugged tubes and internal deposits, heat transfer and energy loss studies, flame characterization, process optimization, and problem-solving.
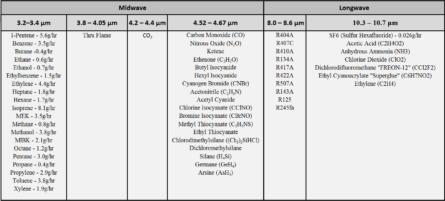
A large number of gases can be detected using thermography:
NDT applications are highly specialized, and an infrared camera allows us to see skin-to-core disbands, impact damage in composites, water ingress, corrosion and material loss, delamination and disband (composites), adhesive bonding, and layers and coatings.
Thermography can detect when an individual cell in a solar panel fails.
Some techniques used in generic inspection include the baseline method, comprehensive mapping, trend method, exception method, and troubleshooting method.
When Should You Inspect?
- When an infrared program starts up (baseline)
- Subsequent appropriate frequency
- One month to one year
- Seasonal or process changes
- Equipment missed in baseline
- When new equipment is installed
- Whenever modifications are made
- Troubleshoot suspected problems
- After repairs are made