Abstract
The goal of equipment condition monitoring is to increase equipment availability, increase product yield and quality, and reduce maintenance cost by:
- Eliminating in-service failures on critical equipment.
- Extending the life of plant equipment.
- Eliminating costly prevention maintenance work when condition analysis shows no work needed.
Over the past 20 years, plants invested heavily in condition monitoring technologies to provide accurate predictions of plant equipment problems. Most plants put significant time and resources into measuring equipment condition, that is never acted upon.
Often the problem is that condition-based maintenance programs, that are begun by corporate or plant managers, never get “buy-in” from plant maintenance. When plant maintenance supervisors are asked why they do not act on condition-based results you hear excuses like:
- Do not believe the results
- Not enough time
- Lost or did not look at the report
- No money – costs too much
- Operations will not allow repair
- When machines fail, they are the hero and receive overtime.
Many plants have noted, it often takes a catastrophe to get buy-in for condition-based maintenance. Some innovative plants have found that a consistent program of communication and accountability have made the shift to condition-based maintenance easier and faster.
Over the past 20 years, many US plants have invested heavily in condition monitoring technologies such as vibration, oil analysis, thermography, and motor circuit evaluation to provide an accurate prediction of plant equipment problems. These predictive maintenance programs use best of breed technical equipment along with trained and certified analysts, and they often produce solid technical results. Each month valid condition monitoring results are produced and distributed to plant maintenance and operations personnel. So why do critical machines that have been identified as degraded in advance of continue to fail in service? Why do many predictive maintenance programs have their funding and staff cut at the first sign of a sales decline?
The problem is that plant management implemented condition monitoring without laying the groundwork for Condition-Based Maintenance. What’s the difference? Condition monitoring is largely a technology and training issue while Condition-Based Maintenance requires the existence of a reliability culture involving both operations and maintenance. Innovative plants such as this major chemical site have found that a consistent program of communication and accountability have helped them to instill and sustain that type of Condition-Based Maintenance culture.
Creating a Condition-Based Maintenance Plant Culture:
Typically, top management sets a Condition-Based Maintenance vision:
“Our plant will…
- Eliminate in-service failures on critical equipment
- Eliminate costly preventive (scheduled) maintenance work when condition analysis shows no need for the work
- Eliminate basic machinery problems so that less total maintenance is required
- Extend the life (reliability) of plant equipment while achieving the lowest total lifecycle cost, and
- Measure program results and adjust resources and focus as needed.
The plant then proceeds to either buy monitoring equipment and train personnel or hire predictive maintenance contractors. So, the plant must be doing Condition-Based Maintenance… Right?
Not really – Condition-Based Maintenance is far more than conducting condition monitoring activities and developing technical proficiency with the tools. Those steps are necessary, but so is the need for upper management to instill a mindset that equipment reliability is the shared responsibility of operations and maintenance. Until that shared attitude is made an integral part of plant culture, the reliability improvement initiative is fragile and prone to cutbacks, inattention, and failure. Therefore, top management’s responsibility must go beyond ‘setting the vision’ and ‘acquiring monitoring technology’ to include:
- Creating an effective system for communicating machinery health status
- Holding plant employees accountable for follow-up actions & results
Communicating Machinery Health Status Effectively
In too many plants poor communication leads to wasted effort by the condition monitoring teams. Condition monitoring results are produced by multiple monitoring technologies, each using a different database and analysis software. This is inevitable as the plant strives to match the best system for a specific technology with the plant’s needs or to select the best PDM contractor for certain technologies. Unfortunately, different technicians using dissimilar systems create reports with different formats and terminologies. These are usually dispersed among various people in different departments based on the technology, and quickly secluded in report binders and long e-mail lists. This piecemeal communication makes it difficult for a broad audience of maintenance and operations personnel to be aware of all known information about a specific asset’s health.
For example, a major chemical manufacturer’s plant in Tennessee plant is a large, multi-product facility with over 20,000 rotating machinery trains. The plant began performing predictive maintenance in the mid-1980’s and developed a predictive maintenance group using multiple technologies such as:
- Vibration Monitoring (Route and Online)
- Infrared Thermography
- Lubrication Analysis
- Ultrasonic Monitoring
- Motor Analysis
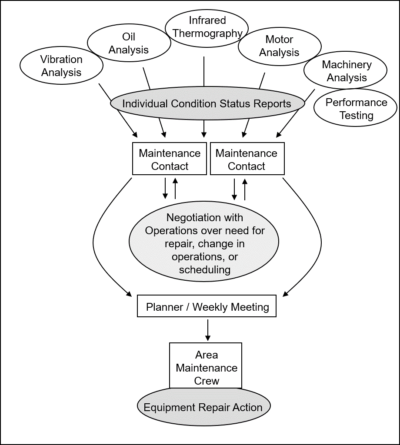
Figure 1: Old flow of condition-based work
By the mid-1990’s, this predictive maintenance group was well respected for its technical proficiency and was credited with preventing a significant number of production interruptions by catching equipment problems prior to failure. However, several people within plant management felt there was room to improve.
- The first notice maintenance managers had about ‘dropped balls’ was usually a call from operations, after the fact.
In the late 1990’s the decision was made to modify organizational structure and information flow to improve the use of equipment condition information and better support a Condition-Based Maintenance mindset.
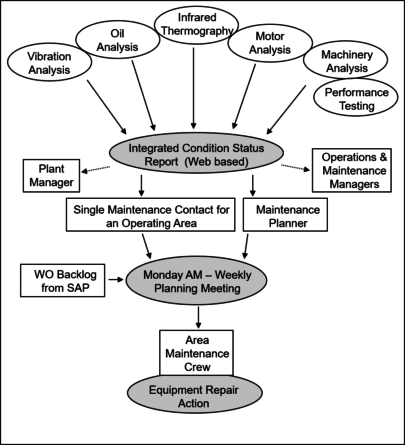 The organization structure was modified as shown in Figure 2. The key change was assigning a single maintenance contact to each operating area; this contact is the liaison between the predictive maintenance group and operations. They work with operations to evaluate potential equipment problems and scheduling options for maintenance action and are ultimately responsible for ensuring that timely maintenance action takes place.
The organization structure was modified as shown in Figure 2. The key change was assigning a single maintenance contact to each operating area; this contact is the liaison between the predictive maintenance group and operations. They work with operations to evaluate potential equipment problems and scheduling options for maintenance action and are ultimately responsible for ensuring that timely maintenance action takes place.
Following the organization change, it was also decided that an integrated condition status report was needed to merge findings and recommendations from each of the technologies being used to monitor a problem machine. High priority was put on making the integrated condition results easily available to a wide audience of operations, maintenance, and executive managers. The report had to be Figure 2. Modified flow of condition-based work
asset-based rather than monitoring technology based, and it also needed to be accessible without requiring installation of special software by users. That lead to the creation of a web-based Integrated Condition Status Report system.
With the new organization and Integrated Condition Status Report in place, the semi-monthly planning meeting became a focal point for joint responsibility of equipment reliability. Everyone involved, including predictive maintenance analysts, planner, and area operations and maintenance managers, now have access to the same equipment health status information before and while in the meeting. Issues can’t be swept under the table or ignored, and the group is able to spend their time focusing on operations scheduling and work order priorities for maintenance action.
There were several communications issues that had to be tackled in the evolution from technology-focused reporting to asset-centered communication of condition monitoring results:
- Integration of health status information from multiple technologies
- Standardization of reporting format and terminology
- Distribution of findings, recommendations, and work status to a broad base of plant personnel
1) Integrating Condition Status in a Web-hosted database
The piecemeal communication described in the old organization is technology-
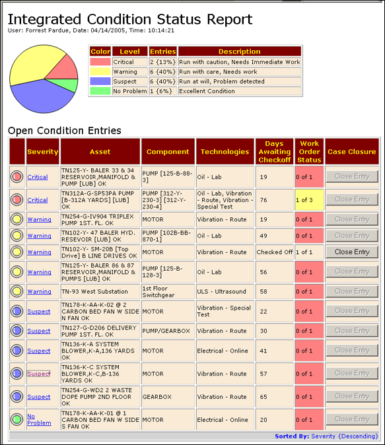
Figure 3: Multiple technology results integrated for each asset location
centered, both in report generation and in who receives the reports. Integrating condition results from all technologies under each specific machine location is the first step toward asset-centered communication of health status. Web
hosted database technology offers a solution for asset centered integration. Condition results can be collected in a single web-hosted database, independent from the proprietary databases housing the technical data. In-plant technicians and outside PDM contractors enter plain language findings and recommendations into this web-hosted database via the Internet, bypassing any issues about outside vendors having to cross security firewalls in the plant network. Authorized plant users log in via a web browser to retrieve a health report for their area of the plant, without having to install and maintain any special software. Machines with severe health problems are marked with a red light at the top of the list.
This plant uses an asset-centered health status report (as seen in Figure 3) to graphically communicate which machines have significant health issues based on all the monitoring technologies being applied to that machine.
Planners, supervisors, and plant managers can see what may affect operations,
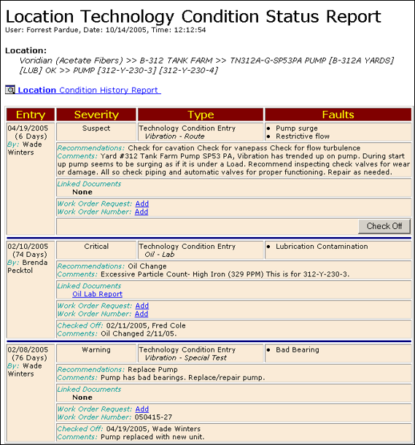
Figure 4: Drilling down to detailed recommendations & supporting documents
then drill down for more detail to support their daily decisions (Figure 4). If they are interested in the technical data behind the analyst’s recommendations, they can open linked documents to view the supporting information.
Once planners have generated a work order they can enter a reference number to the condition entry, so anyone who wants to check into work order progress knows where to look it up in the plant’s SAP system. Once a work order reference has been entered the Integrated Condition Status Report also shows how many days the oldest work order for an asset has been open. When the work is complete, the planner can also notify others by ‘Checking Off’ the condition entry. When that is done, then the Integrated status report also shows a ‘Close Entry’ button for that condition case, as seen in Figure 3. The predictive maintenance technician responsible for that entry can then close the case and remove it from the report, in many cases after a follow-up monitoring session to confirm that the problem has been resolved. Therefore, participants in the weekly planning meeting not only see condition status for problem machines, but they also get a snapshot of response and work status for those health issues. That keeps all departments informed on progress; such broad exposure of Condition-Based Maintenance status also makes it a lot harder to hide shortcomings.
2) Standardization to Improve Understanding of Information
Just as in human medicine, it is very important that all parties use common terminology when describing machinery health issues. Standardization of condition results means that everyone inputting findings and recommendations use common equipment location names, faults, and severity levels and that the output information has a standard look and content regardless of technology, analyst, or whether they’re plant employees or an outside contractor.
Once again, a single web-hosted database can provide a results entry form (Figure 5) that uses pull-down lists to enforce standardized terminology. This screen utilizes a standard pull-down list for the selection of faults, recommendations, and severity. The pull-down lists also enforce brevity to make the information easier to understand; an analyst can also write a more comprehensive problem description if needed. Such standardization allows a common look and language between condition technologies, and it also facilitates future mining of the information for common patterns. This simple mechanism for standardizing basic findings and recommendation content does not exclude technical reporting, as supporting data images and documents can be linked to the condition entry, for retrieval by interested users.
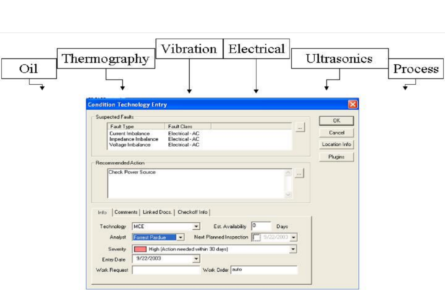
Figure 5: Standard condition results form
3) Distribution to a Broad Plant Audience via Web-browser:
Something amazing happens in human organizations when people know that information about their area of responsibility is widely available to others. They care more about what’s happening and tend to focus their energy on doing a better job. This applies to executives as well as managers, engineers, and craftsmen. Web-browser technology is well suited for allowing a broad base of users to access equipment health information with minimum effort, while still providing some control over what each individual user can view or interact with. Practically all computers have an Internet browser installed, so there’s no need to install and maintain specialized software. They only need the correct URL for their web-hosted database, along with an authorized user name and password, to see the current health status of equipment in their area of concern.
One of the Reliability Engineers at the site credits the wide and persistent visibility of condition results as one of the keys in making operations and maintenance joint owners of equipment reliability. He says that “prompt response to resolve condition-based maintenance issues” has become the way of life because everyone knows that “the bosses care”.
Accountability for Results
Good communication of condition status may be essential for guiding work prioritization, but that alone does not mean that the best Condition-Based Maintenance results are being delivered to the plant business. Personnel must be held accountable for using the information to produce increased reliability results. Two important execution measurements for Condition-Based Maintenance are:
- If equipment does show health issues, are timely maintenance responses happening?
- Is condition history being kept and analyzed to spot & address chronic reliability issues?
As has been said many times – “What gets measured gets done!”
In addition to the work response measures available in the Integrated Condition Status Report, they have taken advantage of a single database with integrated condition results and work follow-up status to generate several custom reports. One of these trends the timeframe in which condition-based work orders are resolved; the report can be set to cover all condition-based activity or a single technology in a specific operations area. Figure 6 shows that over 90% of work requests generated by vibration monitoring during the first nine months of 2004 had been addressed and resolved.
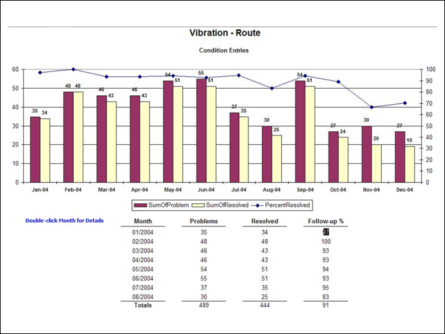
Figure 6: Customized maintenance follow-up report for condition- based work orders
Their Reliability Technology Report (RTP) for vibration monitoring tracks resolution of condition-based work requests and is available to area managers for more detail on how well their crews are utilizing information from a specific predictive technology. It shows area operations and maintenance managers how condition generated work orders were handled during the month, and how their area compared to others. Area managers typically focus on the Year to Date ‘% Corrected’ table at the bottom and ask, ‘what do we have to do to get better?” Predictive maintenance technicians also review these reports to understand which areas may need additional help in using their information.
Use of Historical Condition Information
The plant’s condition monitoring analysts and reliability engineers are also able to receive custom reports that help them identify chronic failure issues. In a ‘Faults by Component’ report, the user selects plant areas, time frame, and monitoring technologies; the example shown in Figure 8 covers all technologies being used across several operating areas for 2005 YTD (through June 2005). Reduction gearboxes quickly stand out with the highest number of faults.
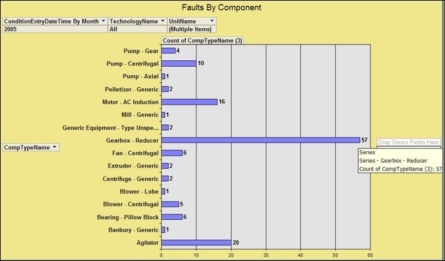
Figure 8.1: Customized report for number of faults by equipment type, 2005 YTD
Drilling into the report would uncover filter design and lubrication issues that are the greatest common denominators behind the gearbox faults; providing important information for targeting reliability improvement initiatives. For example, over the last several years this plant has significantly reduced chronic equipment problems such as imbalance, misalignment, lubrication, and installation issues by using historical failure mode information to change procedures and justify special training and tools.
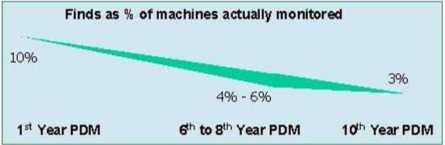
Figure 8.2: Typical ‘Find %’ as PDM Program Matures
They have also been able to use historical condition information to fine-tune its condition monitoring activities. When a condition monitoring ‘find’ is defined as leading to a maintenance or repair action, it is generally accepted that condition monitoring programs at industrial plants typically progress according to the trend shown in Figure 8.2.
A Reliability Engineer used the historical information to calculate their ‘find %’ and found that they were at the 4% level in the mid-90’s and reached 2 ½% around 2003. It’s probably not a coincidence that the improvement in reliability culture was occurring at the same time. Management’s confidence in Condition-Based Maintenance execution helped decide to reduce vibration monitoring frequency for less critical equipment from monthly to every other month or even quarterly. They were then able to shift some manpower from routine monitoring to higher value-added root cause analysis activities. It’s also probably not a coincidence that over the same period the plant’s wrench-turning maintenance
force has decreased from approximately 1200 employees to around 800, while production capacity has slightly increased.
In Summary (as of 2005 that is)
At this major chemical producer management’s vision for Condition Based-Maintenance and equipment reliability has really been embedded in most of the plant’s culture:
- Operating area ‘bosses’ know and care about what’s happening with equipment reliability because they can view current Integrated Condition Status and work response via their web browsers.
- A weekly planning meeting is the focal point where operations and maintenance work together to prioritize work based on condition status – to the point that condition surveys conducted on Friday are expected to be entered and responded to in time for the Monday am planning session! That’s culture change!
- Accountability is consistently based on condition status and work execution rather than informal complaints from operations.
- Condition history is being used to spot chronic equipment problems and focus reliability improvement resources, as well as fine-tune the monitoring activity.
One of the significant contributors to this plant’s Condition-Based Maintenance success is their single database for housing all equipment condition status and web-based distribution of information from that database.
Reliability Update
Unlike many other plants who have had reliability programs (and reliability champions) come and go with every change in plant managers, this chemical company’s asset reliability program is still very much a part of the maintenance, operations and management culture.
Plant management at this site has a strong maintenance background. The current plant manager ascended through the maintenance department. Managers across Operations, Maintenance, and Reliability keep informed on the status of open condition problems in their area through the browser-based dashboard. Their teams use that information in semi-monthly review meetings to plan maintenance schedules and resources. One reliability engineer credits the wide and persistent visibility of condition results as a key in making operations and maintenance joint owners of equipment reliability. He says that, “Prompt response to resolve condition-based maintenance issues has become a way of life because everyone knows the bosses can see what’s happening, and that they care.” In short, their plant culture now embraces asset reliability for the long run.
Improved communications helped create ownership and accountability for timely follow-up of problems identified through condition monitoring. When condition case closure times spiked at random times 2006 and 2014, the reliability information system documented these spikes and lead to a renewed effort to drive closure times down over the last two years.
According to one reliability engineer at the plant, “A big change occurred when the reliability information system started providing automatic emails as soon as a condition problem was identified, changed, checked off or closed. This email notification ensured that condition information was promptly getting to the right people at the right time. The method also ensured that when an employee moved or changed jobs, notification happened to the plant system administrator regarding the change. The system allows the replacement’s email to be added for seamless continual communication.”
How has the historical analysis of faults benefitted the plant? “We began measuring usage and
effectiveness of the program very early on” says the reliability engineer. “We measured number of finds, and the type of find and number of days to resolve were the 2 main measures in the beginning. The number of ‘Finds’ over 16 years have decreased even though more equipment has been added along the way. We feel that this has been achieved partially due to fact that equipment history is readily available and enables us to find and correct “Bad Actors.”
This has also helped in identifying some training needs, such as alignment training, bearing installation, and proper belt alignment and tensioning. These were identified in the Vibration finds trend – these types of finds peaked out.”
Our Lubrication Analysis identified improper Lubrication storage in certain areas and the trend charts clearly show that corrective actions have made a huge impact on Lubrication type findings.”
And that’s how a focus on broad communication of equipment condition information and status of follow-up action has created the visibility and accountability to create management support needed to keep this plant’s Reliability program in place and improving for nearly three decades – and counting.