About the Author
Dobromir Dobrev
Managing Director, SPM Instrument Bulgaria EOOD

This case study describes bearing damage detected through online measurements taken from a ball mill at the flotation plant of Asarel Medet AD in Bulgaria.
Asarel Medet AD is among the largest Bulgarian mining companies for the extraction and enrichment of copper ores, located in the territory of Panagyurishte in the Pazardzhik district. The company is recovering and processing about 13 million tons of copper ore annually, producing and exporting copper concentrates and cathode copper.
SPM HD is a well-proven technology within Asarel Medet AD since it provides very early pre-warning time and helps for accurate planning of maintenance activities and machine stoppages.
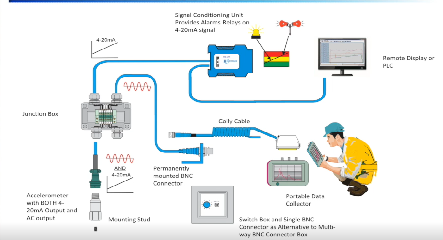
The customer has an Intellinova online system, mainly Intellinova Standard, comprising twenty-seven Commander Units which monitor 570 measuring points on critical machines in the open pit mine and flotation plant. The equipment in the mine consists mostly of conveyor belts (electrical motors, gearboxes, and rolls) and in the flotation plant of ball mills, autogenous mills, and flotation machines (electrical motors and gearboxes).
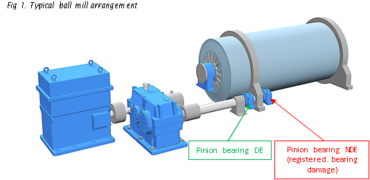
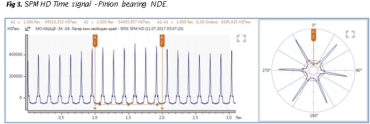
The subject of this case study is the NDE (non-drive end) Pinion Bearing of Ball Mill No 8 in the Mill Dpt. in the flotation plant. The bearings on the pinion are of type 22380YMB.
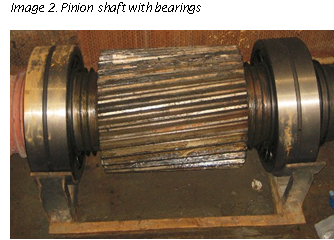
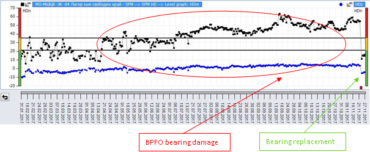
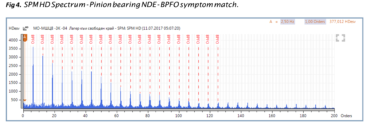
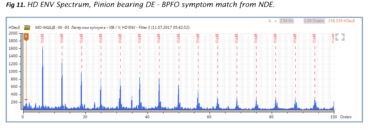
SPM HD Spectrum from the NDE bearing shows a clear match of the BPFO (Ball Pass Frequency Outer Race) symptom. According to the customer, following the indications for bearing damage from Condmaster Ruby they replaced the pinion shaft, where they found visible signs of outer race damage on the NDE bearing.
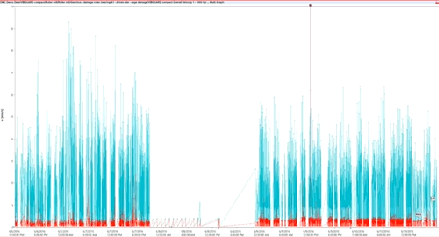
The trend graphs show results from 31.01.2017 until 28.01.2018.
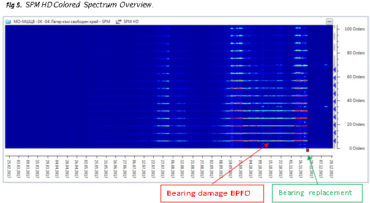
At the beginning (February 2017), the SPM HD trend had varying shock pulse levels HDm/HDc (depending on the load on the mill) from 14/-2 dB (green evaluation) to 29/-3 dB (yellow evaluation). From April 23rd, 2017 the levels started to increase, and after July 2017 they exceeded red evaluation, i.e., alarm status. After September 17th, 2017 the levels reached HDm/HDc = 63/-4 dB (red evaluation). In the SPM HD Spectrum, there were clear BPFO symptom matches for the 22380YMB bearing.
On 26.11.2017, during a regular maintenance stoppage, the bearing was replaced.
The working principle of the ball mill is as follows.
In a continuously operating ball mill, the feed material (copper ore) passes through the central hole of one of the caps into the drum where it is exposed to the grinding media. The grinding of the material occurs during impact with the falling grinding balls and abrasion of the particles between them. Then, the discharge of the ground material takes place through the central hole in the discharge cap or through the grid.

Pinion bearing NDE:
Pinion bearing DE:
Settings in Condmaster Ruby 2018.2.3 are as follows.
HD ENV technique – Filter 3 (500 – 10000 Hz) / Filter 4 (5000 – 40000 Hz)
Fig 2. SPM HD trend graph HDm/HDc, from January 2017 until November 2017, measuring point Pinion bearing NDE
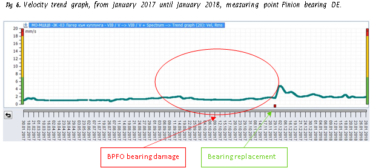
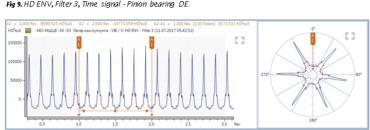
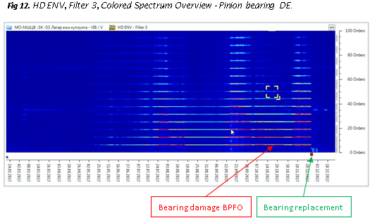
The HD ENV Filter 3 trend on the DE bearing follows a pattern similar to the SPM HD trend on the NDE bearing, and also has a spectrum showing BPFO match.
Due to the close distance between the two bearings, the vibration sensor mounted on the DE bearing picks up the signal from the NDE bearing.
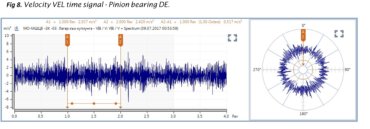
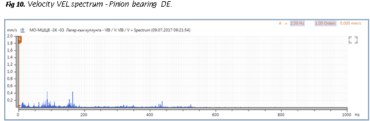
The vibration readings do not show any sign of damage.

The picture below shows the visible signs of bearing damage on the outer race surface.

Dobromir Dobrev, Managing Director, SPM Instrument Bulgaria spm.d_dobrev@mbox.contact.bg
Mobile phone +359 888 623 631