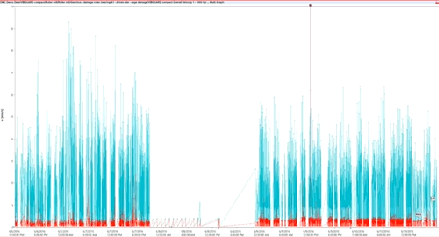
I’d like to talk to you today about band alarms for vibration analysis. Maybe you know something about vibration analysis, or maybe you don’t. This is called a vibration spectrum (shown in the video), and this was taken from a machine. Just looking at this graph, would you say this machine is healthy?
Before you spend too much time trying to figure that out, what if I showed it to you this way (added alarms above)? Aha. Now, where that red arrow is pointing, these are called band alarms, and we can clearly see that this one is red, meaning this part of the spectrum or that peak is in alarm, and all these other ones are green. So that immediately draws my eye to that point and tells me that something has changed.
Here is another example of a band alarm. This is simply displayed on the screen a little differently. What we have done is create bands around the different parts of the spectrum.
One reason to set alarms in a condition monitoring program, or a condition-based maintenance program, is for efficiency. Let’s say we’re testing 1000 machines a month in our plant, and let’s say on each machine we’re taking data on six different test points, and on each of these test points, we might be taking four or five different measurements. All in all, there could be 30,000 graphs that we have to analyze a month. That’s a lot of data, and that’s going to take a lot of time, especially if you have a wireless or online system and you’re getting data every hour or every day. Who’s going to look at all that data?
Now, in a typical plant, most of the machines are okay. We call this the 80/20 rule. Basically, 80% of assets are okay and, in fact, even out of the 20% that have problems, 80% of those we can put off for a while—they’re slight problems and we don’t have to worry about them now. One of the main reasons for setting alarms in a vibration program is to have our software tell us which machines we need to look at. And out of those 1000 machines per month, there might be 40 that really have problems, and we’d rather spend our time looking at those and not even have to look at the data from the rest of them. So that’s the idea of setting alarms, to make our work much more efficient.
When you set a band alarm, the software usually has a setup screen that looks like this. These show each of, let’s say, six bands, and in each band, you would display a minimum and maximum frequency—this could be in CPM or Hz or orders. This particular one is around 1X, which is the running speed of the machine. So we want to set our bands around important frequencies, or important forcing frequencies, such as 1X, 2X, a vane pass frequency, gear mesh frequency, or motor bar frequencies.
If you’ve seen the presentation on mask alarms it is similar to a band alarm except it only looks for the peak in the spectrum crossing the alarm. This band alarm has exactly the same feature as the mask alarm. If any individual peak in the spectrum gets above whatever we set our alarm limit to, then the alarm will trip and we’ll know that we are in alarm. The band alarm has a second characteristic, and this is to set the alarm based on energy or power. So basically, within each of the bands, we’re not just looking for the height of an individual peak, but we’re also looking for the total amount of energy in that band. That adds quite a bit of capability to this alarm over the mask alarm. If you have a choice between the two in your software, the band alarm is going to be a better option for this reason.
Here’s another example. We’re defining band number two around 2X, so this is picking up where the last band left off and going to 2.5X. We’re in orders here.
On this screen (showing the spectrum with bands above), you can also see, here is one band around 1X, and one around 2X. This is a pump vane frequency, and there is a band around this frequency, and then a wider band here from 8 to 20 orders. Depending upon the software you are using, you might have a number of bands you can set—usually about 6 to 12 would be normal.
Another benefit of the bands, again, depending upon the software you are using, is that we can trend each of these over time. So not only can we see today if one of these bands is in alarm, but we can look at that band and see how it’s been changing month after month after month, as we go back in time. That’s the kind of information that we’re looking for. When we’re doing condition monitoring with vibration analysis, we’re looking at faults that get worse gradually, so we should, for example, be able to find a bearing fault at least six months or a year, or more, in advance of having to change it, and then we’re just going to trend it over time and watch it get worse. So any kind of trend functions like this really makes that analysis much easier.
Each of these bands has another name. They’re often called analysis parameter sets. Some software can make calculations as well as different things in the spectrum, or different things in the data, and then it can trend those.
This has just been a brief introduction to band alarms and how they work, and how they compare to mask alarms. Generally speaking, time spent setting alarms is time well spent. Remember, you also have to have good data, so every time you test the machine, it has to be under the same conditions: same speed, same load, same test point, same sensor, etc. If you’re not testing the machine the same way every time, the alarms are not going to work.
Look for more presentations from me on alarms and other subjects.






how about setting other bands especially high frequencies band